



Kravene til å implementere strengere standarder for kjøretøyutslipp og drivstofforbruk har ført til at hele bilindustrien strever etter disse forbedringene.For å redusere drivstofforbruk og eksosutslipp har den tradisjonelle metoden vært å redusere vekten på bilen.Så sylinderblokken i aluminiumslegering i stedet for støpejern har utviklet seg til en utviklingstrend.I tillegg kan forbrenningseffektiviteten til motoren forbedres bemerkelsesverdig ved å redusere friksjonen inne i motoren.Derfor har en ny bilmotorteknologi med "sylinderliner mindre" tiltrukket seg oppmerksomheten til mange bilprodusenter.
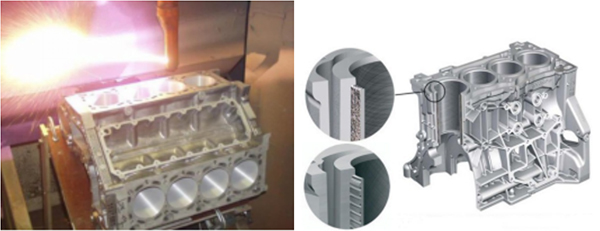
Bilmotor(er) sylinderforing mindre teknologi ble oppnådd ved introduksjonen av termisk sprøyteteknologi.Påføringen av termisk sprøyting utføres under produksjonsprosessen for motorblokken.Sprayen påføres overflaten av de forbehandlede aluminiumsmotorsylinderboringene.Sprayen legger til et slitesterkt lag med lavkarbonlegering for å erstatte den tradisjonelle sylinderforingen i støpejern.Behandlingen av sylinderblokker uten foringer inkluderer følgende overordnede systemkomponenter og applikasjoner:
● støpingen
● grovbearbeiding av sylinderblokken
● teksturering av sylinderboringen
● forvarming av overflaten
● termisk sprøyting
● ferdigbearbeide
● fullfør honing
Nøkkelprosessene til sylinderless liner-teknologi utføres på de koaksiale overflatene (to sylindre hvis sylindriske overflater består av linjene som passerer gjennom konsentriske sirkler i et gitt plan og er vinkelrett på dette planet) ved groving av sylinderoverflaten.Dette er realisert av:
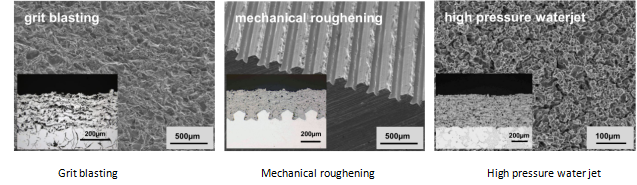
Formålet med overflateruing er nødvendig for å øke overflatearealet for å danne en overflatestruktur som gjør at belegget kan bindes mekanisk til overflaten av substratet, øke den mekaniske bitekraften til belegget til substratet og ytterligere aktivere og forsterke overflaten. Materialets bindingsstyrke.Overflateruing gjøres på en rekke måter, for eksempel sandblåsing, mekanisk groving og høytrykks-vannstråle-ruing.Sandblåsing er den mest brukte oppruingsbehandlingen og gjelder all oppruing av metalloverflater.
Metalloverflatene kan deretter rengjøres, gjøres ru og bli svært reaktive etter sandblåsing.Denne ru overflaten rengjøres deretter med oljefri høytrykkstørrluft før sprøyteprosessen påføres.
Grovbearbeiding (overflateaktivering) kan også gjøres ved bruk av maskin.Og det er prosesser der aluminiumsoverflaten formes til en bestemt kontur.Dette gjøres ved bruk av en-akset maskineringssenter og bruk av innsatte skjæreverktøy.Dette er en engangsbehandling for å fullføre egenskapene på en kostnadseffektiv tilnærming.Når det gjelder den eldre svært slipende støpejernssylinderen, ble det skapt overdreven slitasje på verktøyet, noe som ofte gjorde dette økonomisk uakseptabelt.
Vannstråleruing med høy trykk er kun aktuelt for aluminiumssylinderen og ikke aktuelt med støpejernssylinderen.Vannstråleprosessen bruker ikke kostbare slipemidler.Imidlertid oppnås direkte bruk av væskestråle på underlagets overflate kun når overflaten er tørr.Og selv da er overflateruhetsverdien relativt lav sammenlignet med andre prosesser.
Overflateruing som en nøkkelprosess i ikke-sylinderteknologien påvirker direkte bindestyrken og beleggegenskapene til belegget.Derfor er det viktig å ta hensyn til overflateruingsprosessen ved bruk av sylinderfri sylinderblokkteknologi.Valg av passende grovbearbeidingsmetode er avgjørende for å oppnå best mulig aktivering av overflaten og produksjonseffektivitet.
Innleggstid: 26. mai 2021



